
Мазмұны
- Машина жасау тілі
- Негізгі матрицалық дизайн және құрастыру терминологиясы
- Штамп басу
- Штрихты басыңыз
- Өлшем мөлшері
- Кастингтер
- Die Detail
- Фрезерлеу және өңдеу
- Негізгі дизайн
- Бос сурет
- Өлтіруді кесу
- Болаттарды кесу
- Пирс жабдықтары
- Die Cam
- Сұрақтар мен жауаптар
Джейсон Марович автотехника саласында 1990 - 2005 жылдар аралығында сызбашы және АЖЖ операторы болып жұмыс істеді.
Машина жасау тілі
Металл штамптау саласында дамыған псевдо тіл бар. Металл бөлшектерін қалай жасау керектігі туралы түсініксіз адам үшін бұл туралы біреудің әңгімесін тыңдау, шет тілінде сөйлейтін біреуді тыңдау сияқты болуы мүмкін.
Бұл нұсқаулық металл инженерлері мен зауыт жұмысшылары металл қаңылтырды штамптау және қаңылтырды қалыптау, қалыптау, тегістеу, фланецтеу, тесу және қалпына келтіру процестерін орындайтын машиналарды талқылау кезінде не туралы сөйлесетінін білгісі келетіндерге көмектесу үшін жазылған.
Die инженерлік - бұл толық түсіну үшін жылдар қажет ететін қолөнердің бірі. Металлургия, қысым жүйелері, болатты өңдеу және темір құю туралы ең болмағанда шикі білім - дизайнерлер мен құрылысшылардың өмірлік құралдары.
Компьютерлік технологиялар қарапайым жұмысшыға штамптайтын престер мен матрицалардың үш өлшемді модельдерін қарау мүмкіндігін берді. Бұл виртуалды жобалау бағдарламалары басқаларға оны жобалау мен құрастырудың әртүрлі кезеңдерінде өлімді қадағалауға мүмкіндік беруде өте маңызды. Егер сіз қандай компоненттерді қарастырып жатқаныңызды немесе олар қандай мақсатта қызмет ететінін білмесеңіз, машинаның кез-келген түсініктемесін орындауда қиындықтар туындайды, өйткені машина жасауда қолданылатын көптеген атаулар мен сөздер белгілі емес металл штамптау өндірісіне ұзақ уақыт ұшырамаған адам.
Автомобиль өнеркәсібінде қаңылтыр штамптау туралы неғұрлым қарапайым мәлімет алу үшін оқыңыз «Штамптау штамптары: Металл штамптау штамптарының негізгі түсініктемесі. «Бұл нұсқаулық адамдарға қаңылтырдан жасалған автомобиль бөлшектерінің концепциядан өндіріске өтуі және осы мақаланың оқу жетекшісі ретінде қызмет ететіндігі туралы негізгі түсініктерді түсінуге көмектесу үшін жасалған.
Негізгі матрицалық дизайн және құрастыру терминологиясы
Келесі терминдер пайдалылық тәртібіне сәйкес келеді; олар механикалық матрица түрлерімен таныс емес адамға және оларды штампталған металл бөлшектерін жасау құралы ретінде қолдануға көмектесуге бұйырады.
Штамп басу
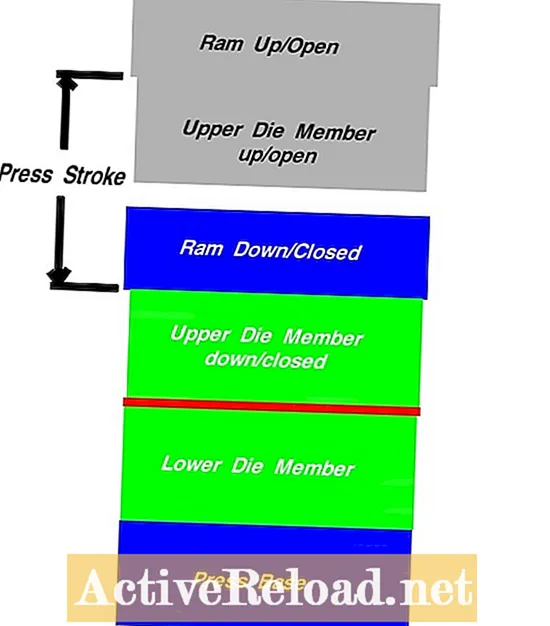
Бұл дайын матрица бекітетін машина. Баспаның астыңғы жағы немесе негізі қозғалмайды. Жоғарғы қошқар жоғары-төмен қозғалады және стационарлық негізге орнатылған матрицаның төменгі жартысына метал орнын қалыптастыру немесе ұстап тұру үшін қажетті қысымды қамтамасыз етеді. Жоғарғы бөлшек қошқарға бекітіліп, онымен бірге жоғары және төмен қозғалады.
Штрихты басыңыз
Сығымдағыштың қошқары жоғарғы матрицаның төменгі бөлігінде жабылғанша төмен қарай жүреді. Содан кейін қошқар қайтып келеді, матриалды ашып, дайын бөлшекті алуға мүмкіндік береді. Содан кейін жаңа дайындама қалыпқа қойылады. Әр жоғары және төмен цикл басу түріне байланысты бірдей сипаттамалар бойынша орындалады. Қошқардың жоғары немесе төмен жүретін қашықтығы - пресс соққысы.
Үлкен престерде, әдетте, пресс соғу қашықтығы үлкен болады. Баспасөз инсультінің тағы бір маңызды факторы - бұл минутына соққылар. Әр түрлі престердің жылдамдығының өзгерісі әр түрлі, ал екі фактор, пресс соққысының қашықтығы және минутына пресс соққысы, инженерлер пресс кареткасына және қошқарға орнатылатын матрицалардағы жұмысты бастамас бұрын мұқият қарастырылады.
Өлшем мөлшері
Бұл өлшемдер, әдетте, жоғарғы және төменгі плиталарға қатысты - қалған матрица компоненттері бекітілген. Бұл болаттан немесе шойыннан жасалған аяқ киімнен жасалған матрицалар. Темір болатқа қарағанда арзан, сондықтан үлкен матрица қажет болса, ол темірден жасалуы мүмкін. Кішкене матрицалар болаттан жасалады және көбінесе бағыттаушы түйреуіштермен және монтаждық ойықтармен немесе тесіктермен жабдықталған матрицалар ретінде сатылады. Матрицаның өлшемдеріне матрицаның жалпы өлшемі және матрица жиынтығы кіреді. Егер үстіңгі темір аяқ киімнің қалыңдығы 50 мм және ұзындығы 1200 мм және ұзындығы 800 мм болса, өлшемдері келесідей болар еді: 50 x 1200 x 800. Құйылған қалыптар кез-келген мөлшерде оңай құрастырылуы мүмкін, ал болат матрицалар әр түрлі мөлшерде сатылады. дұрыс кейде қиындықты дәлелдей алады.
Кастингтер
Темірден матрицаны жобалау туралы шешім қабылданған кезде, матрицаның бөлшектерін құю деп атайды. Бұған әдетте болаттан жасалған матрицалық штокерлер немесе қауіпсіздік блоктары сияқты стандартты заттар кірмейді. Темір құймалар - бұл таза бетті қажет ететін әр түрлі жерлерде өңделетін аяқталмаған металл (яғни монтаждау беті).
Құймаларды жобалау инженерден салмақты, қабырғаның беріктігін, негізгі өлшемі мен құнын ескеруді талап етеді. Кастинг дизайны мақұлданғаннан кейін, ол жалпы дизайннан шығарылады немесе бөлініп, жеке компьютерлік файлын алады. Бұл файл құю зауытына жіберіледі, онда темірді жобалау көзі берген нақты сипаттамаларға сәйкес құяды. Темір салқындаған кезде, машинистердің одан әрі жұмыс істеуі үшін үш өлшемді дизайнның кастрасттары дайын болады.
Die Detail
Бұл әдетте жоғарыда сипатталғандай, жалпы дизайннан алынған құймалар. Бірақ, олар болат компоненттерін қамтуы мүмкін. Сурет немесе 3D моделі құрылысшыларға дизайнды неғұрлым жақсы көруге немесе түсінуге көмектесетін болса, құрылыс компаниясы кез-келген негізгі компоненттерді бөлек қарауға мүмкіндік беретін бөлек қабаттарды немесе файлдарды сұрауы мүмкін. Мысалы, матрицаның үстіңгі төсеніші материалда (файлдар, сызбалар) құйылып, өңделетін еді, бұл оны тек матрицада орнатылған күйінде ғана емес, сонымен бірге бөлек көрсетті.
Фрезерлеу және өңдеу
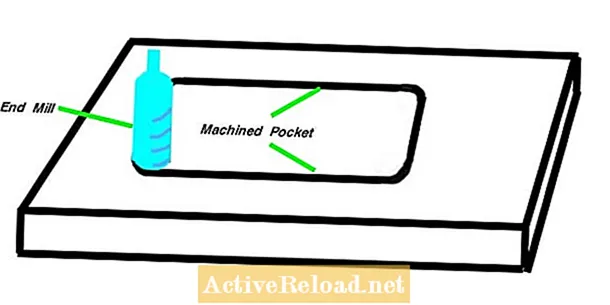
Бетті әрлеу әрекеті механикалық өңдеу деп аталады. Бұл көбінесе диірмен деп аталатын айналдыратын металл кескішпен орындалады. Диірмендер қалталарды темірге немесе болатқа кесу үшін, дайын беттерді тығыз техникалық сипаттамалар бойынша жасау үшін және үлкен беттерді бірнеше сағат бойы тоқтаусыз өңдеуге мүмкіндік беретін компьютерде бағдарламаланған жолдар бойынша жүруге болады.
Жоғарыдағы суретте қалтаның дөңгелектелген бұрыштары өңделіп жатқанын ескеріңіз. Егер аяқталу болмаса - кескіштің алынуы немесе оның келесі жұмысына ауысуы кезінде оған кедергі келтірмейтін жол - бұрыштар кескіштің радиусына дейін дөңгелектенеді. Бұл құралдар төртбұрышты бұрыш жасай алмайды, бірақ сымды жағуға арналған құралдар және мұны жасаудың басқа нұсқалары бар.
Негізгі дизайн
Бұл жобалау инженерлерінің металды жеңілдету үшін қолданатын тәжірибесіне қатысты. Яғни, темірдің қатты блогын өзекке қоюға болады (темірдің бір бөлігін алу арқылы жеңілдетеді), егер ол матрица ішіндегі темірдің беріктігіне зиян келтірмесе. Зерделі интеллектуалды жоспармен дизайн жасаудың екі артықшылығы (бөлшекті сұраған ұйым ұсынған стандарттарға сәйкес бірнеше рет) темірдің тиімділігі және өлі салмақтың сезімталдығы.
Бос сурет
Бұл тірек матрицалары арқылы жасалатын операция. Бұл өлімдер әдетте кез-келген матрицадағы бірінші немесе екінші өлім болып табылады. Пішінделмеген қаңылтыр дайындама матрицаға құйылады және бөлшектер файлында берілген сипаттамаларға сәйкес қалыптасады. Сызу металдарын қалыптастыру үшін қысымды пайдаланады. Төменде қысым жүйесімен жұмыс істейтін қалқымалы төменгі төсеніш кез келген тартқыштың ажырамас бөлігі болып табылады.Бұл төсенішті металды үстіңгі соққыға қарсы тұрғызуға немесе соққы түсіп, оны қалыптастырған кезде металды ұстап тұру үшін «сақина» ретінде пайдалануға болады.
Өлтіруді кесу
Матрицаның бұл түрі қажет емес металды бөлшектерден кесуге бағытталған. Терезе тесіктерін терезе тесіктері сияқты үлкен тесіктерді кесу үшін қолдануға болады. Аяқталған кесу сызығына дейін кесу кейде қатарда бірнеше трим матрицасымен орындалады. Дизайнерлер барлық қырқу операцияларын бір өлімде жасау үшін барын салады, бірақ кейде бұл мүмкін емес.
Үш негізгі трим түрі бар:
- Дөрекі кесу: Тиімділікке жету үшін материалды кесіп тастау немесе келесі операцияда қол жеткізу, соңғы өңдеу.
- Соңғы кесу: Бұл бөлік соңғы пішініне дейін кесіліп жатқан операция.
- Интерьерді кесу: Әдетте, болаттың жоспарлау жоспарын қажет ететін бұл соңғы әрлеу сызығының ішінде орналасқан тесіктерді кесу әрекеті.
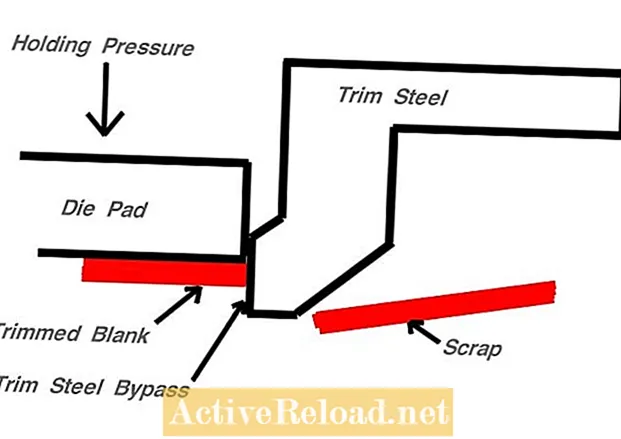
Болаттарды кесу
Бұл басқарылатын болат компоненттері монтаждау беті мен жүзі бар. Жоғарғы матрицаға немесе жұдырықшаға орнатылған жүздер қайшының үстіңгі бөлігіне ұқсайды. Оларды металлға түсіргенде, олар қайшының төменгі иегінің рөлін атқаратын төменгі болатты кездестіреді. Болаттар металға аздап енгізіледі, оның металдың қалыңдығын айналып өтуге жеткілікті. Тегістеуден кейін кесу сызығынан түсіп кететін қаңылтырды сынық деп атайды.
Пирс жабдықтары
Панельде дөңгелек немесе төртбұрышты саңылаулар сияқты кішігірім саңылаулар қажет болған жағдайда, матрицалық тесік қолданылады (матрица ұстағышына орнатылады, ол өз кезегінде жабылатын қалыптың бетіне орнатылады). Бұл шыңдалған болат соққыларды қайрауға болады, сонда бір соққы штамптау процедурасынан, кейде он мыңдаған соққыдан аман шығады. Пирс жабдықтары әдетте ер перфораторға, аналық батырмаға және бекітуге арналған ұстағыштарға жатады.
Die Cam
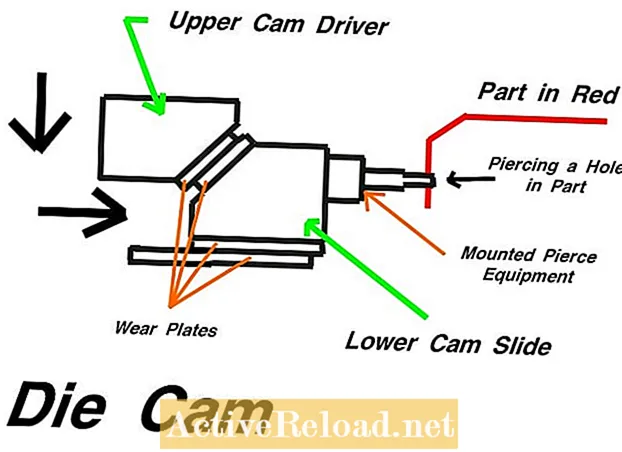
Бұл механикалық құрылғы (төмендегі диаграмманы қараңыз) бұл матрицалық операцияны жоғары және төмен емес тәсілмен жасауға мүмкіндік береді. Бұрыштық бетті жұдырықшаның сырғымасын орналастыру үшін матрицаның бетіне өңдеуге болады, бұл шынымен көлденеңірек қозғалатын жұдырықшаның жартысы. Камера жүргізушісінің бұрыштық беті жұдырықшаның бұрыштық бетіне жабылып, төменгі жартысы берілген бағытта сырғуына әкеледі. Мысалы, жұдырықшаның бетіне орнатылған соққыны жұдырықшаның жүргізушісі алға қарай баса алады, сөйтіп ол қаңылтырға көлденең тесік жасайды.
Матрицаның дизайнына қызығушылық танытатын адамдар матрицаның жетілдірілген процестерін білген сайын, олар жаңа терминологияға көбірек ие болатыны анық. Бөлшек өндіріс үшін әр түрлі қолөнермен айналысатын көптеген адамдар қатысуды қажет ететіндіктен, өршілдерге тек өз саласында сөздік қорын ғана емес, сонымен қатар бірін-бірі толықтыратын процестердің әрқайсысында үйренуге мүмкіндік бар.
Жақсы дамыған өндіріс инженері қаңылтыр дайындаманың дайын өнімге жету жолын түсінеді. Осы бөлшектерді шығаруға арналған машиналар барлық деңгейлерде бөлшектерді шығару туралы әңгімелескісі келетін инженер үшін өте маңызды процестен өтеді.
Бұл мақала автордың біліміне сай дәл және шынайы. Мазмұн тек ақпараттық немесе ойын-сауық мақсаттарына арналған және іскери, қаржылық, заңгерлік немесе техникалық мәселелерде жеке кеңес немесе кәсіби кеңес алмастырмайды.
Сұрақтар мен жауаптар
Сұрақ: «Джаликоал» күзетшісі дегеніміз не? Мен оны қалай жазатынымды білмеймін. Джоллико?
Жауап: Компанияның аты - Джолико. Сіз олардың сақтаушы блоктарын олардың стандарттар кітабынан таба аласыз және тапсырыс бере аласыз.

